
 English
English









Principles of Ultrasonic Machining
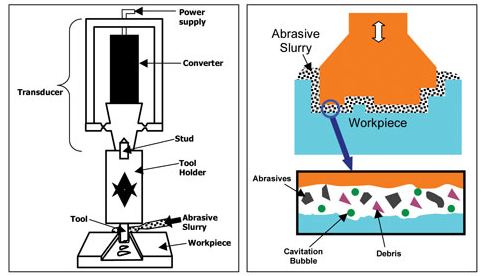
In the UM process, a low-frequency electrical signal is applied to a transducer, which converts the electrical energy into high-frequency (~20 KHz) mechanical vibration (see Figure 2). This mechanical energy is transmitted to a horn and tool assembly and results in a unidirectional vibration of the tool at the ultrasonic frequency with a known amplitude. The standard amplitude of vibration is typically less than 0.002 in. The power level for this process is in the range of 50 to 3000 watts. Pressure is applied to the tool in the form of static load.
A constant stream of abrasive slurry passes between the tool and the workpiece. Commonly used abrasives include diamond, boron carbide, silicon carbide and alumina, and the abrasive grains are suspended in water or a suitable chemical solution. In addition to providing abrasive grain to the cutting zone, the slurry is used to flush away debris. The vibrating tool, combined with the abrasive slurry, abrades the material uniformly, leaving a precise reverse image of the tool shape.
Ultrasonic machining is a loose abrasive machining process that requires a very low force applied to the abrasive grain, which leads to reduced material requirements and minimal to no damage to the surface. Material removal during the UM process can be classified into three mechanisms: mechanical abrasion by the direct hammering of the abrasive particles into the workpiece (major), micro-chipping through the impact of the free-moving abrasives (minor), and cavitation-induced erosion and chemical effect (minor).
Material removal rates and the surface roughness generated on the machined surface depend on the material properties and process parameters, including the type and size of abrasive grain employed and the amplitude of vibration, as well as material porosity, hardness and toughness. In general, the material removal rate will be lower for materials with high material hardness (H) and fracture toughness (KIC).
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
For inquiries about our products or pricelist, please leave to us and we will be in touch within 24 hours.





© Copyright: 2026 Hangzhou Altrasonic Technology Co.,Ltd All Rights Reserved

IPv6 network supported
Scan to WhatsApp



