
 English
English











An innovative alternative to hydrodesulfurization is the ultrasonically assisted desulfurization. High local temperatures resulting from ultrasonic cavitation change the chemical reaction kinetics of the desulfurization process. This effect allows for alternative – less expensive – catalysts or alternative desulfurization chemistry to be used.
Item No.:
HSS20-3000-IPayment:
T/T, PayPal, West UnionProduct origin:
ChinaColor:
SilverShipping port:
Shanghai or NingboLead Time:
45
3000Watt Ultrasonic Assisted Oxidative Desulfurization Plant
Specification:
Model |
HSS20-500-L |
HSS20-1000-I |
HSS20-1500-I |
HSS20-2000-I |
HSS20-3000-I |
Frequency |
20±1 kHz |
20±1 kHz |
20±1 kHz |
20±1 kHz |
20±1 kHz |
Power |
500 W |
1000 W |
1500 W |
2000 W |
3000 W |
Voltage |
220±10% V |
220±10% V |
220±10% V |
220±10% V |
220±10% V |
Temperature |
150 ℃ |
150 ℃ |
300 ℃ |
300 ℃ |
300 ℃ |
Pressure |
Normal |
Normal |
35 MPa |
35 MPa |
35 MPa |
Intensity of sound |
>10 W/cm² |
>10 W/cm² |
>30 W/cm² |
>40 W/cm² |
>60 W/cm² |
Max Capacity |
> 100M L/Min |
> 5 L/Min |
> 15 L/Min |
> 20 L/Min |
> 30 L/Min |
Material Of Tip Head |
Titanium Alloy |
Titanium Alloy |
Titanium Alloy |
Titanium Alloy |
Titanium Alloy |
Description:
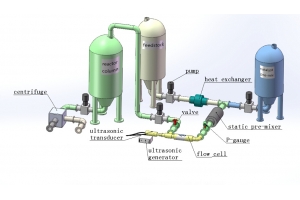
Oxidative desulfurization with hydrogen peroxide and subsequent solvent extraction is a two-stage deep desulfurization technology to reduce the amount of organosulfur compounds in fuel oils. Altrasonic ultrasonic reactors are used at both stages to improve phase-transfer reaction kinetics and dissolving rates in liquid-liquid phase systems.
At the first stage of ultrasonically assisted oxidative desulfurization, hydrogen peroxide is used as an oxidant to selectively oxidize the sulfur-containing molecules that are present in fuel oils to their corresponding sulfoxides or sulfones under mild conditions to increase their solubility in polar solvents with an increase in their polarity.
At this stage, the insolubility of the polar aqueous phase and the nonpolar organic phase is a significant problem in the process of oxidative desulfurization as both phases react with each other only at the interphase. Without ultrasonics, this results in a low reaction rate and a slow conversion of organosulfur in this two-phase system.
Advantage:
1. Ultrasonic decreases oxidation reaction time and increases sulfur conversion efficiency with very low residence times (<500 ms).
2. The oxidized sulfur compounds after treatment exhibit high solubility in water allowing for easy separation of the sulfur from the hydrocarbon stream.
3. Instead of complex post-processing separation, removal of the oxidized sulfur compounds can be achieved via a basic water wash.
4. Resulting treated hydrocarbon stream has a sulfur content of 10 ppm and potentially less
5. More cost effective than traditional hydrodesulphurization (“HDS”)




Previous :
Ultrasonic Cavitation Technology Applied to Biodiesel ProcessingNext :
Ultrasonic System used in Ultrasonic Biodiesel Processing UnitIf you are interested in our products and want to know more details,please leave a message here,we will reply you as soon as we can.
Categories
New Products

Graphene is composed By carbon atoms lined closely in hexagonal honeycomb lattice of single-layer two dimensional planar structure,was the basic structure of fullerenes, carbon nanotubes and graphite, so it is called the mother of carbon materials
1000W Ultrasonic Biodiesel Process Equipment Pipe Cavitation

Ultrasonic technique as a physical means and tools, can product in the reaction medium in a series of close to the extreme conditions, this energy can not only stimulate or promote many chemical reactions, accelerate the rate of a chemical reaction, and even may also change the direction of chemical reaction, generate a beat all effect and miracles.

Ultrasonic technique as a physical means and tools, can product in the reaction medium in a series of close to the extreme conditions, this energy can not only stimulate or promote many chemical reactions, accelerate the rate of a chemical reaction, and even may also change the direction of chemical reaction, generate a beat all effect and miracles.

3000W Ultrasonic Nanoparticle Dispersion Equipment

Ultrasonic Homogenizer For All Kinds Of Paint , Dye , Homogeneous Dispersion
Ultrasonic emulsified emulsions are dispersions of two or more immiscible liquids. Highly intensive ultrasound supplies the power needed to disperse a liquid phase (dispersed phase) in small droplets in a second phase (continuous phase).

The application of ultrasonic processing not only can provide energy for reaction, but also can achieve better mixing and more rapid separation. It will be good using for essential oil extraction handing the Crude Oil 12-16° API
 Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
Floor 1st, Building 2#, NO.2626 Yuhangtang Road, Yuhang District
For inquiries about our products or pricelist, please leave to us and we will be in touch within 24 hours.





© Copyright: 2026 Hangzhou Altrasonic Technology Co.,Ltd All Rights Reserved

IPv6 network supported
Scan to WhatsApp








